 產品展示
產品展示
聯系我們
傳 真:0371-67993200
地 址:鄭州高新技術產業開發區長椿路11號5號樓A單元1層A1號、2層A2號
郵 箱:hk_huanwangqi@126.com
推薦資訊
 首頁 > 新聞動態
首頁 > 新聞動態
擠塑機換網器的改進方法詳解
作者:海科編輯部 時間:2020-12-09
常規的擠塑機,在流延或壓延擠塑過程中,為了過濾擠出料中的雜質,通常在擠出螺桿末端的擠出螺簡部位配有換網器。換網器主要由一字形排列的三個工位的濾板組成(每個工位對應一塊濾板),中間工位為工作工位B,一側為安裝工位A,另一側則為拆換工位C;濾板上設有濾網安裝槽,可方便拆換濾網,并且制有多個利于擠出料通過的濾孔;常規的換網器在換網時會造成短時間或瞬間的斷料,這對擠出過程中熔融壓力和擠出流量都有影響,甚至會造成一-定程度的產品浪費。為此,設備廠家也在對換網器進行不斷的改進設計;比如廠家推出的雙通道換網器,雖然能實現不間斷換網,但換網時卻只有其中一個通道工作,也就是說換網:期間的擠出流量減少了一半,因此模具側熔融壓力也就同時會減少,這對生產仍然會產生影響。
本文所要解決的技術問題是克服上述背景技術的不足,提供--種擠塑機換網器的改進,該換網器應能保持擠塑機的熔融壓力和擠出流量,并且結構簡單、制作便利。
本文提供的技術方案是:擠塑機的連續式換網器,包括在擠塑機的擠出螺簡未端水平或垂直設置的導軌、可滑動地嵌在導軌中且制有多個過濾孔的三個濾板以及一推動濾板滑動的油缸;所述的三個濾板一字形排列在軌道上且中間部位的濾板對準并且封堵著擠出螺簡的橫截面;其特征在于所述的過濾孔全部均勻分布在三個濾板的板面上。
所述油缸的運動方 向與濾板的滑動軌跡共線。
本文的工作原理是:當生產過程中需要換網時,濾板在油缸推動下著沿著導軌滑動;由于三個濾板板面上的過濾孔全部均勻分布,擠出螺簡的橫截面所對準的工作工位處的濾板滑孔數量保持不變,所以通過濾孔的擠出料的熔融壓力和流量也就保持了恒定。
本文的有益效果是:由于過濾孔全部均勻分布在三個濾板板面上,保證了通過濾板的擠出料的熔融壓力和流量的恒定,完全解決了現有機構在換網時造成的瞬間斷料以及產品浪費的現象。而且,所作的改進結構簡單,制作容易方便,成本也低。
具體實施方式
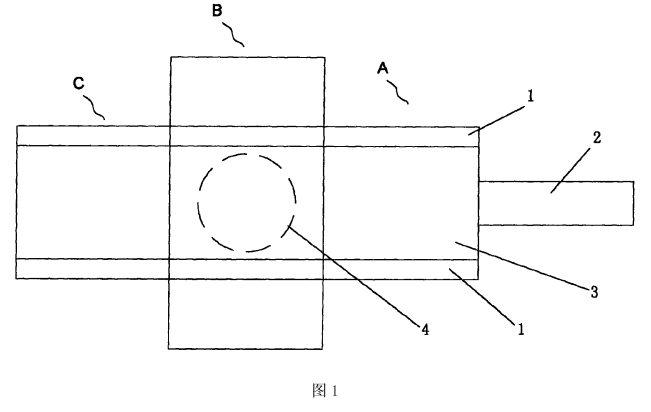
圖 1所示的換網器,主要由一字形排列的三個工位的濾板3(每個工位對應一塊濾板)組成;中間工位為工作工位B,右側為安裝工位A,左側則為拆換工位C。三個工位的濾板均在擠塑機的擠出螺簡未端水平或垂直設置的導軌1上(圖中顯示的導軌為水平設置),并保持可滑動狀態,另有- -推動濾板滑動的油缸2。換網時,先在安裝工位裝入一濾板,然后啟動油缸2,將該濾板推入工作工位,原先在工作工位的待換濾板則被推至拆換工位,工作人員可將該待換濾板取下,進行必要的維修保養工作。
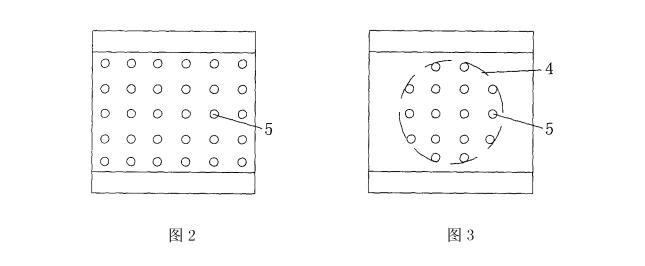
現有的濾板如圖3所示,其中的濾孔5僅分布在對應于擠出螺筒4的直徑范圍內。所以在換網過程中,當濾板在油缸推動(油缸的運動方向與濾板的滑動軌跡共線)下移動后,擠出螺簡4所對應的濾孔數量立即減少,相應的通過濾孔的擠出料數量也立即減少,擠出料的熔融壓力和流量自然發生了變化。直至換上的濾板滑動至工作工位,擠出螺筒4所對應的濾孔數量才恢復,相應的通過濾孔的擠出料數量也恢復。顯然,在換網過程中,擠出料的熔融壓力和流量發生變化是無法避免的。
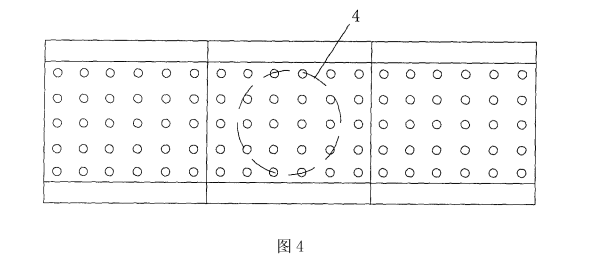
本文提供的連續式換網器,所述的三個濾板板面上的過濾孔全部均勻分布(過濾孔的大小和數量可根據需要確定)。這樣,換網器換網過程中,油缸慢速推進,兩個并排的濾板就一起滑動著在工作工位進行切換,就能保證擠出螺筒4所對應的濾孔數量始終不變,避免了擠出通道的熔融壓力和擠出流量瞬變,進而保證了擠出料的熔融壓力和流量的恒定,實現了真正意義上的連續換網。
由于僅僅是濾板.上的濾孔分布結構的變化,顯然該改進結構簡單,制作容易方便,成本也幾乎沒有增加。
上一篇:使用換網器降低塑料回收成本
下一篇:換網器操作過程中的注意事項



